Float cam işleminin icadı

Düz camın endüstriyel üretimi için "yüzdürme cam" olarak adlandırılan süreç XNUMX'lerin sonlarında tanıtıldı.
Bu üretim sürecini mükemmelleştiren Sir Alastair Pilkington'du: Kendisine, araç camlarının, aynaların ve diğer kullanımların olmadığı durumlarda gerekli kalitede camı daha düşük maliyetlerle elde etmeyi hedefledi görsel sapmalar. O zamana kadar, tabakanın döküm, ekstrüzyon veya laminasyon ile yapılmasını içeren baskı yöntemi kullanıldı: sonuç olarak yüzeyler, karakteristik görsel sapmalara neden olan optik olarak paralel yüzlere sahip değildi. Paralellik daha sonra mekanik bir cilalama işlemiyle elde edildi ve bu, maliyetlerde önemli bir artış içeriyordu.
Neden float cam deniyor?
Float teriminin İngilizce fiilinden "float" anlamına gelen "float" kelimesinden kullanılması, sürecin belirli bir noktasında, oluşum halindeki cam şeridin bir erimiş kalay tabakası üzerinde yüzdüğü gerçeğinden kaynaklanmaktadır.
Üretim aşamaları
Birleşme
Kullanılan hammaddeler şunlardır: camlaştırma ajanı - silis kumu (% 73), stabilizatör - kalsiyum karbonat (% 9), akı - sodyum sülfat (% 13). Bu bileşenlere, eritme fırınlarının gaz tüketimini azaltmak için parçalar halinde geri dönüştürülmüş camdan belirli bir kütle eklenir.
Silolarda bulunan hammaddeler tartılır, karıştırılır ve nemlendirilir. Bu şekilde, sıcaklığın 1550 ° C'ye ulaştığı eritme fırınına konveyör bantlar ile taşınan camlaşabilir bir karışım elde edilir.
Kalay banyosu
Fırından çıktıktan sonra, erimiş cam, yaklaşık 1.000 ° C'lik bir sıcaklıkta bir sıvı kalay banyosu olan "yüzdürme banyosu" üzerinden geçirilir.
Bu sıcaklıkta çok viskoz olan cam, akışkan olan kalayla karışmaz, üzerinde yüzerek düz ve pürüzsüz bir yüzey oluşturur. Daha sonra cam, paralel yüzleri olan bir "şerit" haline gelecek şekilde çekilir. Dişli çarklar (üst rulolar) istenen genişlik ve kalınlığı (1,1 ila 19 mm arasında değişebilir) elde etmek için camı yanal olarak gerer veya geri çeker.
Tavlama
Tamamen düz yapılan cam şeridin sorunsuz bir şekilde levhalar halinde kesilmesi için tavlama aşaması gereklidir: camın iç gerilimlerini değiştirmeye yarar.
Cam, kalay banyosunu yaklaşık 600 ° C'lik bir sıcaklıkta terk eder ve bir soğutma tünelinin (yaklaşık 100 metre uzunluğunda) silindirleri üzerinde biriktirilir: 500 ° C'de cam şerit, mükemmel elastik bir katının özelliklerini kazanır ve daha sonra oda sıcaklığına gelene kadar kontrollü olarak soğumaya devam eder.
Kesim
Ağ, standart cam levhalar (3.210 x 6.000 mm) halinde kesilmeye hazırdır ve uzunlamasına kenarlar ortadan kaldırılmıştır. Hat sonunda plakalar vantuzlu asansörlerle hareket ettirilerek sırtlara dikey olarak konumlandırılır.
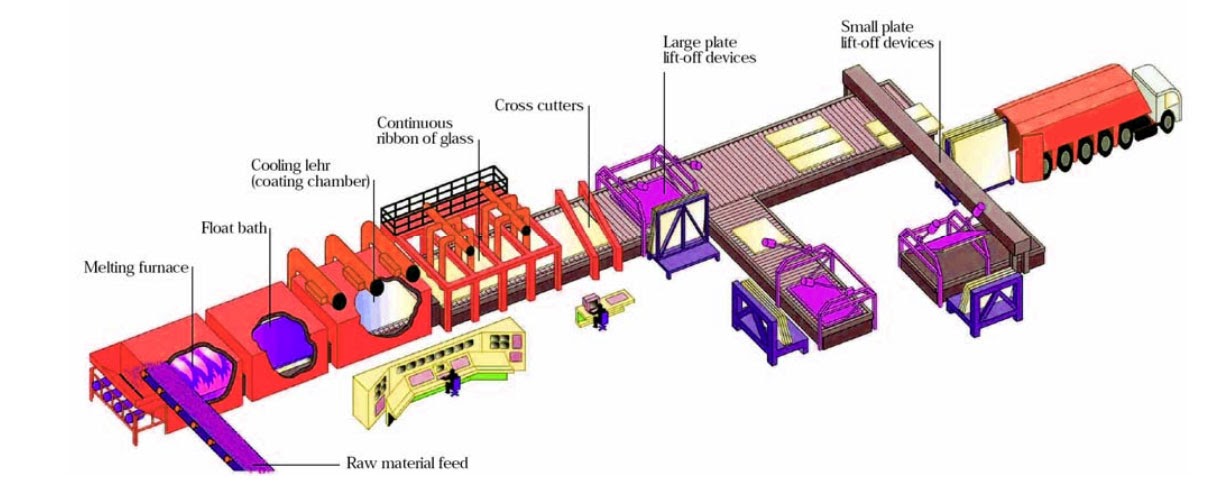
Aşağıdaki şekil soldan sağa: hammaddelerle besleme, eritme fırınları, erimiş kalay üzerinde ilk soğutma, tavlama fırını, döküm plakalarının kesilmesi ve ardından plakaların ortama yüklenmesi. ulaşım.