浮法玻璃的发明

XNUMX年代后期,引入了用于平板玻璃工业生产的称为“浮法玻璃”的工艺。
正是阿拉斯泰尔·皮尔金顿爵士(Alastair Pilkington)先生完善了这一制造过程:他为自己设定了一个目标,即以较低的成本获得制造汽车窗玻璃,镜子和其他用途所必需的质量玻璃。视觉畸变。 在此之前,一直使用印刷方法,该方法包括通过浇铸,挤压或层压来制造板材:因此,这些表面没有光学上平行的面,从而产生了特征性的视觉像差。 随后通过机械抛光操作获得平行度,这涉及成本的显着增加。
为什么叫浮法玻璃?
使用英文动词“ to float”(意为“ to float”)中的术语float的原因是,在此过程中的某个时刻,发现形成的玻璃带浮在熔融的锡层上。
生产阶段
合并
使用的原材料是:玻璃化剂-硅砂(73%),稳定剂-碳酸钙(9%),焊剂-硫酸钠(13%)。 向这些组件中添加一定量的回收玻璃碎片,以减少熔炉的气体消耗。
筒仓中包含的原材料经过称重,混合和加湿。 以这种方式,获得了可玻璃化的混合物,该混合物通过传送带被输送到熔化炉,在熔化炉中温度达到1550°。
锡浴
离开熔炉后,熔融玻璃在约1.000摄氏度的温度下通过液态锡浴(“浮法浴”)。
在此温度下非常粘的玻璃不会与液体锡混合,而是漂浮在玻璃上形成平坦而光滑的表面。 然后将玻璃拉成具有平行面的“色带”。 齿轮(上辊)横向拉伸或缩回玻璃以获得所需的宽度和厚度(可以在1,1到19 mm之间变化)。
退火
为了将完全平坦的玻璃带切成薄片没有问题,退火阶段是必不可少的:它用于改变玻璃的内部张力。
玻璃在约600°C的温度下离开锡浴,并沉积在冷却通道(约100米长)的辊上:在500°C时,玻璃带获得完全弹性的固体的特性,然后它将继续受控冷却直到达到室温。
裁切
将纤网准备好切成标准玻璃板(3.210 x 6.000毫米),并消除纵向边缘。 在生产线的末端,平板通过吸盘升降机移动,并垂直放置在背面。
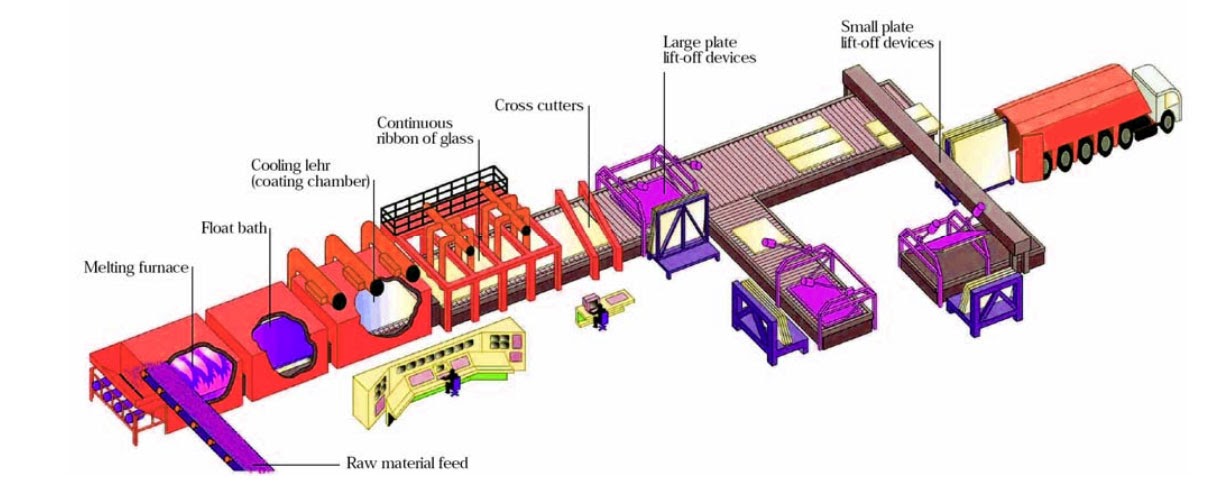
下图从左至右说明:原料进料,熔化炉,熔融锡的首次冷却,退火炉,铸板的切割以及随后将板装载到介质上的情况。运输。