


OCMI-OTG S.p.a. aujourd'hui, il est considéré comme l'un des fournisseurs les plus appréciés de machines pour la production et la finition de gobelets en verre sodique-calcique ou cristal. Les verreries les plus renommées au monde, producteurs de verrerie, de gobelets et de verres, où traditionnellement la qualité du produit et le design exceptionnel représentent l'objectif principal, utilisent les machines de soudage et de tournage fournies par OCMI-OTG S.p.a. au sein de leurs lignes de production.
Malgré la crise mondiale profonde que traverse le secteur HORECA, en raison de la pandémie de Covid-19, OCMI-OTG S.p.a. a pu livrer ses machines de finition de verrerie à grande vitesse à deux des plus grandes verreries opérant en Europe et la perspective est de voir une reprise importante de ce segment de marché à partir du second semestre 2021 avec la résolution progressive de l'urgence sanitaire.
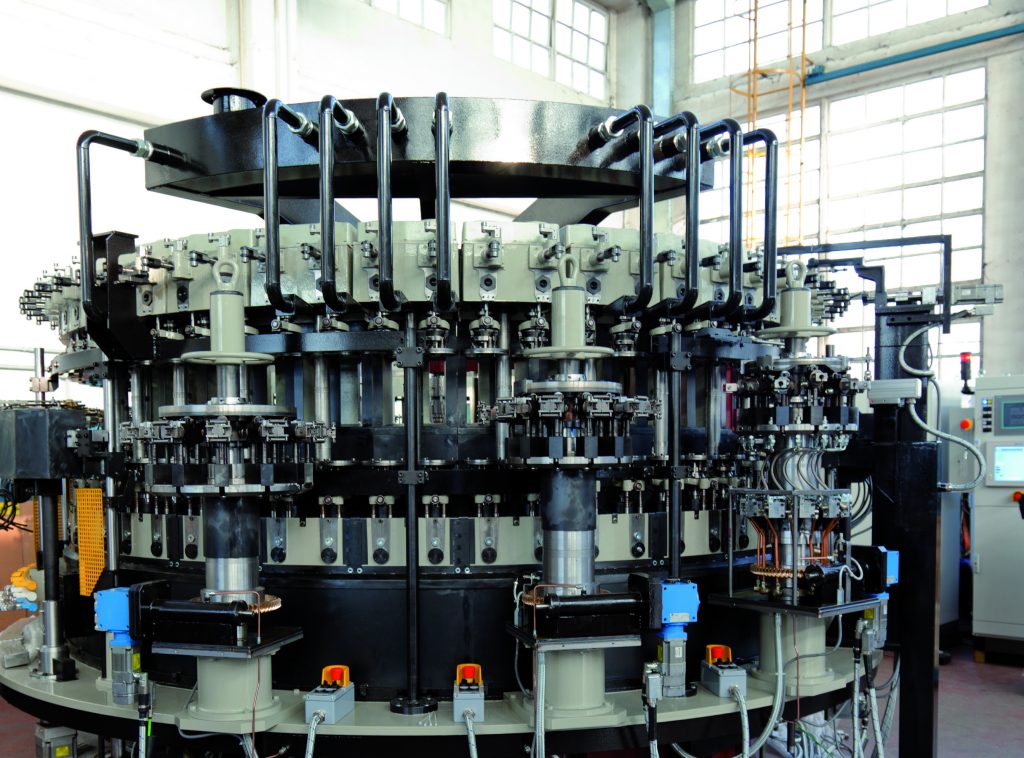
Il modèle SA di OCMI-OTG S.p.a., disponible dans les versions avec 42, 48, 60 ou, sur demande spécifique, 108 postes, il permet de produire des gobelets en soudant tiges et coupelles (précédemment produites sur presses et soufflantes) et, si nécessaire, en étirant la tige avant déchargement.
Le traitement du calice dans la solution OCMI-OTG S.p.a. c'est l'une des opérations où le verre devient science et le fournisseur doit faire preuve d'une flexibilité maximale face aux besoins techniques de l'utilisateur final.
Le modèle SA de OCMI-OTG S.p.a. est une machine rotative divisée en différentes zones de traitement. La zone de chargement se compose de deux tourelles pour le chargement des tiges et des coupelles, chacune équipée de 12 bras. Ces chargeurs doivent être parfaitement synchronisés avec la machine en amont d'eux pour éviter les pertes et casses de produits et, bien entendu, avec la rotation de la machine à souder elle-même.
Le chargeur de godets est équipé de 12 mains de préhension conçues en fonction de la forme des godets eux-mêmes, tandis que les mains de préhension du chargeur à tige peuvent fonctionner par dépression si le pied est constitué d'un simple disque sans tige.
La forme des tiges et des coupelles à traiter dans la machine à souder est définie en fonction de la forme et du design de l'article fini, grâce à l'expérience des verriers impliqués dans le projet.
Les gobelets sont chargés dans les pinces inférieures de la machine tandis que les tiges dans les pinces supérieures de celle-ci.
Les pinces inférieures peuvent être conçues avec certaines caractéristiques visant à corriger les défauts axiaux de l'article : les pinces flottantes avec plaque de support mobile servent précisément à cet effet.
De plus, les pinces inférieures peuvent être conçues pour une préhension interne ou externe selon le niveau de régularité du profil de la coque (ou moil).
Pour les gobelets sans bouchon, donc sans excès de verre à jeter, la pince inférieure peut être équipée d'un système de préhension par le vide pour éviter tout contact entre les mains de préhension mécanique et les bords du gobelet et les marques, fissures ou cassures qui en découlent.
Les pinces supérieures peuvent être réglées automatiquement en hauteur au moyen d'un système de contrôle par caméra qui détecte le niveau des éléments chargés dans la machine : le but est d'atteindre le même point de soudage dans chaque poste de la machine et d'obtenir un produit final aussi uniforme que possible dans le lot.
Le système d'inspection avec caméra installé immédiatement après la zone de chargement, permet de collecter des données statistiques sur la production qui peuvent être organisées par lot ou par quart de travail, et de sauvegarder les spécifications de chaque produit puis de les rappeler, si nécessaire, sans recourir à procédures longues et laborieuses.
La première zone de traitement après chargement est équipée de brûleurs qui amènent les tiges et les godets à la bonne température en vue des opérations ultérieures.
La came principale de la machine guide le mouvement vertical des pinces inférieures jusqu'au point de soudage de la tige et de la coupelle. À ce stade, le verre est traité par des brûleurs spéciaux spécifiquement dédiés à l'opération de soudage.
Après soudage, si nécessaire, la tige peut être étirée grâce à la descente de la pince inférieure : la configuration de la came est conçue pour obtenir une opération de traction plus lente ou plus rapide en faisant varier la longueur de la zone de soudage en conséquence.
L'opération de cuisson nécessite également des brûleurs spécialement conçus.
Tous les brûleurs suivent le mouvement de l'article avec un synchronisme parfait dans leur domaine d'action et les buses sont conçues et développées par OCMI-OTG S.p.a. en fonction des différentes opérations effectuées sur le verre.
A la fin du processus de travail, une tourelle de déchargement équipée de 12 bras à mains de préhension mécanique, prend les articles finis et les place sur le tapis de sortie dirigé vers la machine à découper ou le four de recuit.
La configuration de la chambre affecte la forme et le comportement du verre ainsi que le type de brûleurs utilisés, leur position et la température des flammes.
Les machines à souder développées par OCMI-OTG S.p.a. ils permettent la production de gobelets d'une hauteur maximale de 350 mm avec une cadence maximale de 100 pièces/heure dans le modèle le plus performant avec 108 stations.
La vitesse dépend du type d'article traité.
Le verre provenant des machines de soufflage, destiné à des pièces de qualité supérieure, nécessite une rotation plus lente de la machine de scellage. Comme toujours, les produits de qualité supérieure nécessitent des temps de traitement légèrement plus longs.
Le modèle le plus performant développé à ce jour par OCMI-OTG S.p.a., composé de 108 postes, représente potentiellement la solution tout-en-un la plus complète car, après la zone de cuisson, un espace supplémentaire est disponible pour d'autres opérations telles que l'aplatissement de la tige ou la coupe à froid du capuchon ou du mil.
Tous les soudeurs SA peuvent travailler hors ligne, à la demande du client, alimentés par des tunnels chauffants pour tiges et coupelles, ou en ligne avec des presses pour la production de tiges et des presses-soufflantes ou soufflantes pour la production de coupelles.